

Je t'ai vu déco/reco et ça n'a pas posé de pb Lachaussette
Messages de Dr Low
-
-

Du coup c'est bon on peut essayer d'aller bloquer le serveur ?
-
Pas choqué non plus par les feux, et si on regarde IRL c'est pas d'une grande clarté non plus en fin de compte !
-
Désolé pour la rengaine mais: serveur bloqué !
-
Ah ok, et dire que je me prend la tête à calculer à chaque fois... Certains doivent te prendre pour un hérétique !

Mes moteurs sont asservis, j'ai bien fait attention à ça justement.
-
Tu as raison, je vais refaire une passe, ça coute rien.
J'ai acheté ça pour le refroidissement:

Ca envoie de l'air + le liquide de coupe sous forme de spray. Pas encore branché mais il y a de bons retours là dessus, et pour l'instant je ne peux pas mettre un gros arrosage, j'ai pas encore prévu la récupération des liquides.
Il va aussi falloir que je protège un peu autour avec des carters car les copeaux ont bien volé dans tout les sens !

en vitesse de coupe je tourne quasiment tout le temps aux alentour de 340Hz, ça doit faire dans les 20 000 tours.
Pour quel diamètre de fraise ?
si ta machine le permet, n'hésites pas a avoir des vitesses d'avance élevée et ajuste en réduisant la prise de passe. pour du 20 000 tours minutes et 2 dents j'avance en général entre 2000 et 4000mm/min. Si tu va trop lentement le copeau aura du mal a se former et ça sera pas terrible.
Oui c'est un truc que j'avais retenu en consultant le topic sur ta machine
") Autant faire tourner à des vitesses élevées et exploiter au mieux. En avance max je crois que je peux aller à +6000 si je me souviens bien.
Autant faire tourner à des vitesses élevées et exploiter au mieux. En avance max je crois que je peux aller à +6000 si je me souviens bien.C'est un truc que j'avais retenu en consultant le topic sur ta machine
En vitesse d'avance max je peux aller jusqu'à +6000 si je me souviens bien. -
Elon Musk, me voilà

Nan la phase 2 c'est l'usinage des pièces alu pour remplacer celle en impression 3D. Surtout au niveau de l'axe Z, c'est là que c'est le moins rigide je pense. Même si ça semble déjà très bien et que j'aurais signé pour ce résultat dès le départ !!
-
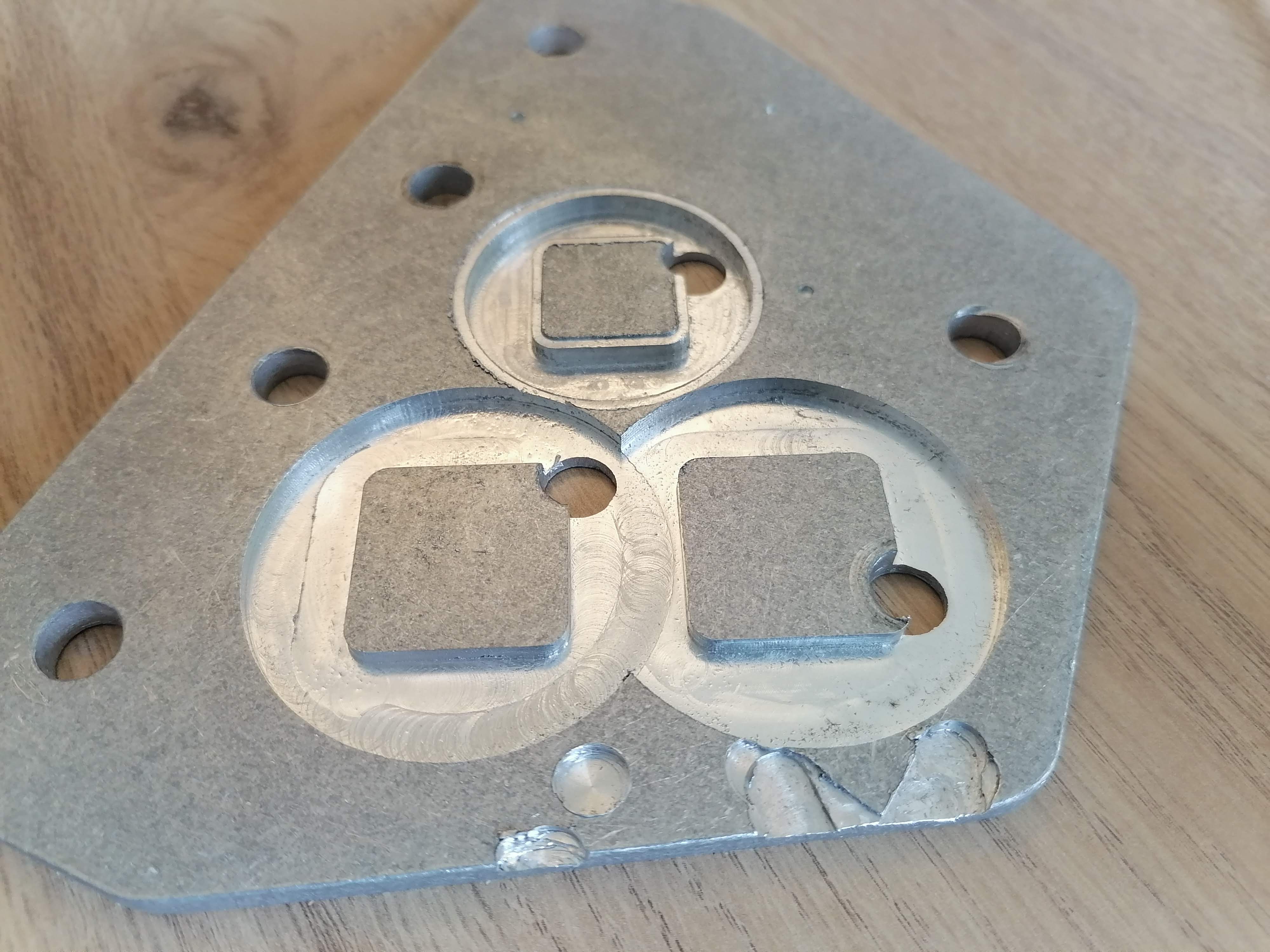
Une photo des précédents essai avec une fraise de 6mm.
En bas à gauche avec la vitesse qui déconnait. En bas à droite avec la bonne vitesse stable.
Sinon j'ai recyclé les profilés gracieusement offert par Lahaye . J'ai constaté qu'ils étaient de meilleure qualité que les Motedis, bien plus de matière en épaisseur.
Du coup je les ait transformé en table de travail. Surfaçage avec une fraise de 8mm.
Dans les sens droite-gauche la finition est top, dans l'autre sens j'ai de très légères marques de fraise. C'est très léger mais ça m'a mis le doute sur l'inclinaison de ma broche.
J'ai vérifié au comparateur et j'avais effectivement un décalage de quelques dixièmes. Du coup c'est réglé, c'est idiot j'aurais du le faire avant.
J'ai regardé l'écart entre différent point de la table, au grand maximum je suis sur 1/10 d'écart. J'hésite à refaire une passe mais est-ce bien nécessaire ?

J'ai bien l'impression que mon 1er objectif, qui était de faire une machine capable de m'usiner de l'aluminium, est remplie. Je vais pouvoir passer à la phase 2 !
-
Forfait pour ce soir, douleur à l'épaule gauche, je préfère calmer le jeu et privilégier la course de la semaine prochaine.
-
Je sais que l'impression 3d peut être très solide mais là ca va travailler uniquement en cisaillement.
Je ne ferais pas du tout confiance à ça pour supporter le poids d'un châssis, même le temps d'un montage.
-
C'est radical, attention à ne pas se faire Claude-Françoisisé !

-
C'est quoi le mdp du serveur ? Celui de d'habitude ne fonctionne pas...(j'ai rien dit, me suis mélangé les pinceaux) -
Bon j'ai remplacé par un bête potentiomètre et ça marche au poil de Q près. Donc c'est encore une histoire d'EMI j'imagine. Je vais passer en câble blindé.
-
Mais d'où tu sors tout ça ?
Merci mais ça ira, là c'était un montage vite fait pour tester ! J'ai un souci (pour changer): la vitesse de rotation de la broche n'est pas exacte et surtout elle oscille sur de grandes amplitude.
J'ai fait un essai, en paramétrant à 10.000tr/min dans mach3, j'oscillait entre 8000 et 9000 en réel.
En manuel, cad en réglant directement la fréquence sur le VFD, la vitesse est parfaitement stable.
En auto (info envoyé par le contrôleur via sortie 0-10v), le vfd m'indique que la fréquence oscille, donc la vitesse. Ce qui est étrange c'est qu'au voltmètre la tension de consigne est très stable.
J'ai noté aussi que mon 10v de référence est en fait un 12v, ça peut expliquer le décalage entre la vitesse réelle et voulue.
Par contre la variation, je ne l'explique pas. J'ai commencé à me farcir la doc vu VFD mais j'ai rien trouvé de probant pour l'instant.
-
T'as essayé en branchant les drivers un par un, voir s'il il n'y a pas un fautif en particulier dans le lot ?
-
Est-ce que tes drivers sont dans une boite métallique (reliée à la terre) ?
-
Une éternité plus tard, j'ai enfin reçu mon 4ème moteur ! J'y croyais plus... Monté dans la foulée.
Premier usinage vite fait pour tester, sur une plaque d'alu qui me restait de chez Motedis, j'ai vraiment pris ce qu'il me tombait sous la main.
External Content www.youtube.comContent embedded from external sources will not be displayed without your consent.Through the activation of external content, you agree that personal data may be transferred to third party platforms. We have provided more information on this in our privacy policy.Fraise 2 dents 2mm
21.000tr/min, avance 850mm/min, 0.8mm de passe
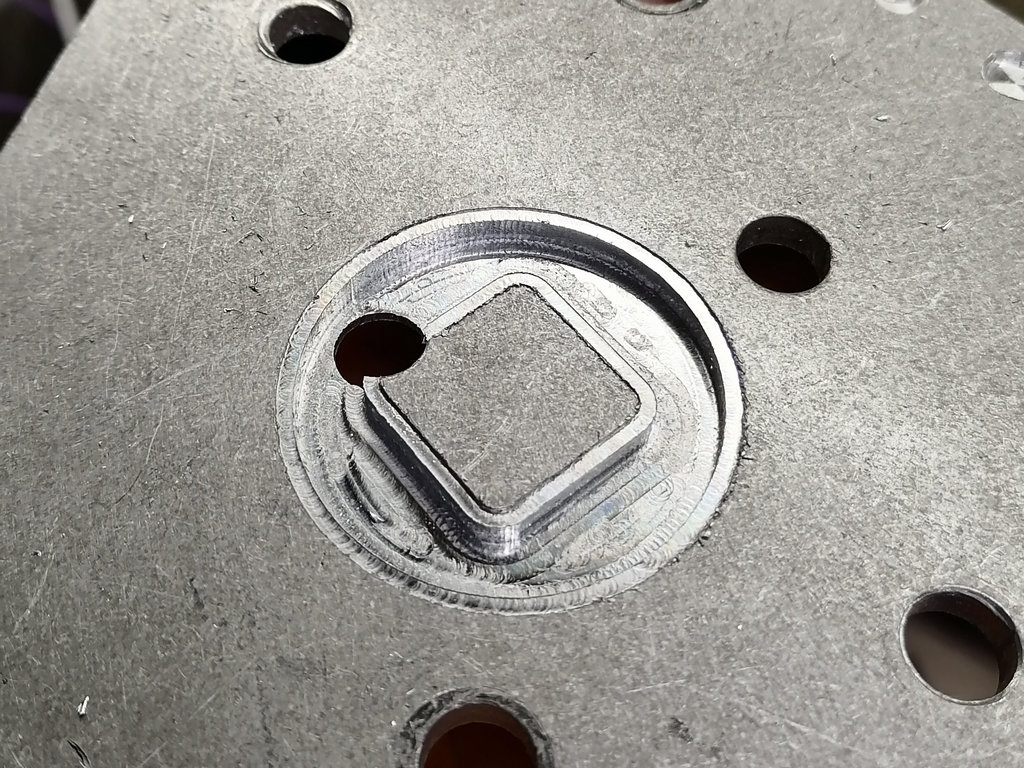
C'est pas un mauvais début, le rond est bien rond et le carré est bien carré !

Par contre j'ai du merder dans un paramètre sur Fusion car le carré fait 1mm de + que prévu, et le rond 1 de -. Ca ressemble à une tolérance que j'aurai oublié d'enlever ou une connerie comme ça. Car je sais que la machine est bien réglée niveau précision.
EDIT: j'ai ma réponse, c'est bien ce que je pensais, comme c'était une stratégie d'ébauche et bien cela laissait 0.5mm de matière (soit 1mm sur le total).
Bref, je suis content !

-
Je ne connaissais pas le circuit, c'est le grand écart par rapport à Daytona !

C'est une spéciale de Rallye le truc en fait !
-
Du coup moi j'ai programmé la touche "demander un arrêt aux stands", c'est suffisant visiblement !
-
Pb résolu, en fait je ne savais pas qu'il fallait faire un appel aux stands avant de s'arrêter. J'avais complètement occulté cette notion

Et dire que je fais comme ça depuis toujours....