Dégouté: le flocon de neige durait plus de 1h20 avec cura, il est donné à 33min avec repetier
Avec les mêmes vitesses ?
Car suivant les slicers, il y a plus ou moins de réglage de vitesses différentes

Dégouté: le flocon de neige durait plus de 1h20 avec cura, il est donné à 33min avec repetier
Avec les mêmes vitesses ?
Car suivant les slicers, il y a plus ou moins de réglage de vitesses différentes
Pour repetier, j'ai simulé depuis mon pc qui ne semble pas reconnaître la sidewinder. Quand je l'avais utilisé, c'était pour calibrer l'extrudeur depuis le pc portable de ma femme.
Si S3D slicer est facile et efficace, pourquoi pas l'essayer. D'un point de vue de débutant, je m'en fous un peu d'utiliser l'un ou l'autre, tant que c'est (presque) accessible niveau utilisation et que ça fonctionne, le reste m'importe peu.
En fait, de ce que j'ai pu constaté, c'est un peu comme les simu voitures : chacun adopte le slicer qui lui convient le mieux.
Il font tous le job, c'est plutôt une question de feeling avec l'un ou avec l'autre
Bonne analogie.
Bon assez rigolé
Bon, je vais lancer un essai, j'ai dessiné ça avec solidworks et utilisé le slicer prusa
https://1drv.ms/u/s!AtxV8f_wKiXPh40aPsqcMR_i_aFqWA?e=7pctrZ
(oui j'ai compris que mes pièces sont à l'envers par défaut dans les slicers, donc je dois les retourner. La prochaine fois je ferai attention)
Je ne sais absolument pas si la solidité sera suffisante, mais après le flocon de neige d'hier j'ai bon espoir que ça tienne bien le coup: 3mm d'épaisseur, 5mm de largeur de bord avec un renfort central de 3mm. Les parties qui tiennent le téléphone font 1mm d'épaisseur, et j'ai pensé à faire celle du haut moins large.
Avec deux ou trois modifs dans le profil par défaut ça m'indique 1h03, voilà le gcode
https://1drv.ms/u/s!AtxV8f_wKiXPh40cJcVjsWfGflJWKA?e=Sk3xkI
Par rapport à ce que j'avais d'habitude pour le PLA, lui me donne 210°/65°, je vais essayer ça fera un test grandeur nature.
c'est surtout ton % de remplissage qui vas gérer la solidité de la pièce mais aussi allonger la durée impression ainsi que la forme que tu vas choisir pour ton remplissage
La par contre, je me permets d'émettre un avis radicalement différent.
Le pourcentage de remplissage de la pièce n'influera que très peu sur sa solidité.
Il y a d'autres paramètres qui seront nettement plus efficaces pour rendre ta pièce plus solide.
J'imprime mes pièces à 20% de remplissage 95% du temps.
Le reste, c'est vraiment et surtout si j'ai besoin de support pour les couches supérieures.
Plus de remplissage, c'est une perte de temps et du gaspillage de matériau.
Alors évidemment, il n'y a pas de recette absolue mais pour avoir des pièces solides il faut ajuster quelques paramètres.
Je ne les classe pas par ordre d'importance parce que je vais encore me planter... ![]()
Pour ma part, le compromis que j'ai trouvé pour faire des pièces résistantes et rapidement, c'est :
0.25mm de hauteur de couche 100mm/s de vitesse de base, 4 périmètres de 0.7mm de largeur d'extrusion, remplissage linéaire de 20% et 8 couches solides en haut et en bas.
Pour vous donner une idée, pour les pièces de SFX-100, j'obtiens encore plus de résistance qu'avec les réglages préconisés par la doc et en plus je réduis le temps d'impression de 25%, pour le "motor mount" 9h d'impression contre 14 heures pour les réglages de base.
Natalucciu, merci pour toutes ces infos ![]() Quelques questions complémentaires:
Quelques questions complémentaires:
merci d'avance ![]()
Yep, il manque des infos ![]()
Buse 0.4mm (je pense sérieusement à passer sur du .6 ou .8)
Brim, pratiquement tout le temps, assez large, 10mm.
Ventilos, je laisse gérer ça par le slicer, il est capable de définir la vitesse en fonction du temps de la couche, pour des couches "rapides" (moins d'une minute) il sera à fond, pour des couches plus lentes il va automatiquement ajuster la vitesse, genre 40% etc...
Pas de ventilation sur les 3 premières couches (de mémoire, je suis pas sûr)
Plateau à 60°C

température de buse : 230°C pour 100mm/s, tu conseilles quoi pour 50mm/s ?
Difficile à dire, il faudrait faire des tests, ce qu'il faut se dire c'est "le plus chaud possible sans que ça n'impacte la qualité".
Je pense qu'à 220°C, ça devrait encore être acceptable, si tes parois sont irrégulières, tu peux baisser par tranche de 5°C
Me revoilà, après avoir bricolé du bois pour un porte manteau au garage, j'ai récupéré mon petit support. Bon la conception 3d du truc est un peu à chier, mais c'était pas le plus important (j'aurais du faire des rebords plus grands pour tenir le téléphone, et niveau rigidité ça se voit que j'ai fait ça très léger ça reste un peu souple/flexible: il faudra que je le monte sur la base pour tester à l'usage, il se pourrait qu'il soit fonctionnel quand même).
La partie impression 3d par contre me convient bien. Je trouve que les parties "plates" sont plus belles qu'avant.
Natalucciu merci, tes conseils me seront bien utiles mais je voudrais savoir ce que tu as comme imprimante, parce que niveau vitesse moi je ne vais carrément pas aussi vite que toi avec ma sidewinder x2, j'imagine que je pourrais trouver un entre deux entre mes valeurs et les tiennes.
J'en reviens à l'insert pour le jeu de société splendor (l'idée c'est que le jeu et son extensions remplissent chacun une boite en carton, l'insert 3d permet de tout bien ranger dans une seule boite): je n'ai absolument pas besoin d'une solidité à l'épreuve des balles, donc je peux me permettre de peut être baisser certains paramètres pour gagner du temps d'impression.
Ha et petite précision, toutes ces infos, si j'en ai expérimenté par moi-même, j'ai surtout suivi les conseils et les tests re résistances effectués par Stefan de la chaine YouTube CNCKitchen.
Il y expérimente ce genre de choses, tests et graphiques à l'appui !
Mais c'est en plusieurs vidéos, mon post en est une petite synthèse donc pour plus de précision et de rigueur, allez voir ce qu'il fait, ça en vaut la peine. ![]()
merci encore ![]()
Perso j'imprime à 50mm/s et 210°C, j'ai jamais essayé plus. Je dépasse jamais les 60% de remplissage et toujours en "honeycomb" ou "subdivision cubic"
J'ai jamais poussé ma CR6-SE au delà de 50mm/s de peur de tout faire foirer, j'essaierai avec tes paramètres quand même histoire de voir.
Au pire ce sera un peu de PLA à la benne ![]()
J'ai la X1 donc globalement la même machine, mécaniquement parlant, donc tu devrait être capable d'imprimer aussi vite que moi, voire même plus, je n'ai jamais essayé d'aller plus vite que ça, ça me suffit. Et puis au bout d'un moment les réglages, ça a tendance à me gonfler... ![]()

merci encore
Perso j'imprime à 50mm/s et 210°C, j'ai jamais essayé plus. Je dépasse jamais les 60% de remplissage et toujours en "honeycomb" ou "subdivision cubic"
J'ai jamais poussé ma CR6-SE au delà de 50mm/s de peur de tout faire foirer, j'essaierai avec tes paramètres quand même histoire de voir.
Au pire ce sera un peu de PLA à la benne
T'inquiète, et je vais même te dire mieux, compte tenu du fait que tu es en entrainement de type Bowden, contrairement à nous qui sommes en entrainement direct, et en 220mm de surface d'impression ton extrudeur et ton plateau sont bien plus légers et devraient te permettre d'aller encore plus vite, je suis sûr qu'elle est capable de taper les 150mm/s sans broncher.
Tu en es content de ta CR6-SE ? Elle me fait de l’œil depuis un moment ! ![]()
franchement j'en suis super content, j'étais tombé sur une offre intéressante à l'époque qui me la faisait quasi au même prix qu'une ender 3. J'ai sauté sur l'occasion ![]()
Bon ba y a plus qu'à comme on dit ![]()

J'ai la X1 donc globalement la même machine, mécaniquement parlant, donc tu devrait être capable d'imprimer aussi vite que moi, voire même plus, je n'ai jamais essayé d'aller plus vite que ça, ça me suffit. Et puis au bout d'un moment les réglages, ça a tendance à me gonfler...
![]() Merci.
Merci.
Pour mon support de téléphone, avec tes vitesses je passe de 63 à 48 minutes, 25% plus rapide c'est déjà bien intéressant je vais copier tes autres réglages (j'ai juste calculé avec tes vitesses). Entre la X1 et la X2, si l'une peut le faire, l'autre aussi donc c'est super pour moi.
Merci.
edit: en jouant un peu sur les couches ça tombe à 43 minutes. Je pousserais presque le vice à réimprimer la pièce avec le même 3d pour comparer.
J'en reviens à l'insert pour le jeu de société splendor (l'idée c'est que le jeu et son extensions remplissent chacun une boite en carton, l'insert 3d permet de tout bien ranger dans une seule boite): je n'ai absolument pas besoin d'une solidité à l'épreuve des balles, donc je peux me permettre de peut être baisser certains paramètres pour gagner du temps d'impression.
Alors, en effet, c'est justement le genre de cas ou tout ce que tu as paramétré pendant des jours n'a plus aucun sens ! ![]()
Dans Prusa Slicer, une fois que tu as cliqué sur "découper maintenant" tu as un graphique avec un code couleur, par défaut, c'est le type de fonctionnalité qui est sélectionné.
Mais en cliquant en bas à gauche, dans le menu déroulant, tu peux choisir la vitesse.
Comme ça tu peux voir quelle est la fonctionnalité qui prend le plus de temps à s'imprimer.
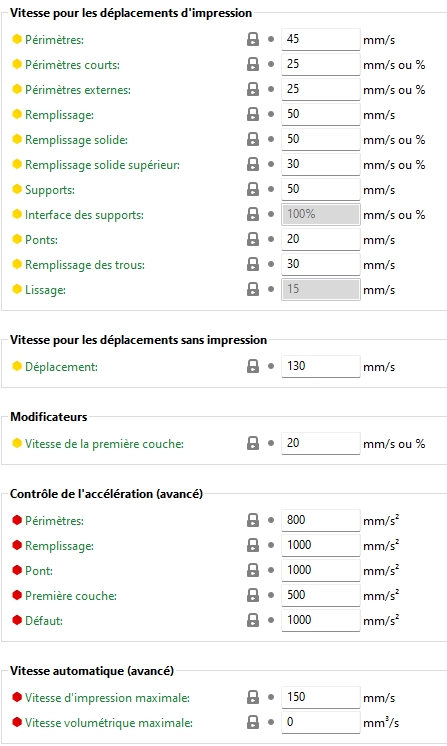
Pour ta pièce et avec mes réglages, je peux voir que c'est la fonctionnalité "remplissage des trous" qui ne s'imprime qu'à 20mm/s et comme il y a énormément de cette fonctionnalité dans la pièce, bah forcément ça augmente énormément le temps d'impression.
Mais comme ce qui est considéré comme des "trous" dans ce cas précis, ne sont en fait que des lignes de remplissage entre les parois, tu peux aisément pousser le remplissage des trous à la vitesse de base.
Ainsi, je passe de 16h d'impression à 13h. Pas mal pour un seul paramètre. ![]()
Mais après, ça reste une très grosse pièce, on pourra pas faire de miracles non plus.
Merci.
Pour mon support de téléphone, avec tes vitesses je passe de 63 à 48 minutes, 25% plus rapide c'est déjà bien intéressant je vais copier tes autres réglages (j'ai juste calculé avec tes vitesses). Entre la X1 et la X2, si l'une peut le faire, l'autre aussi donc c'est super pour moi.
Merci.
edit: en jouant un peu sur les couches ça tombe à 43 minutes. Je pousserais presque le vice à réimprimer la pièce avec le même 3d pour comparer.
J'ai téléchargé ta pièce, je tombe à 34 minutes avec mes réglages habituels ![]()
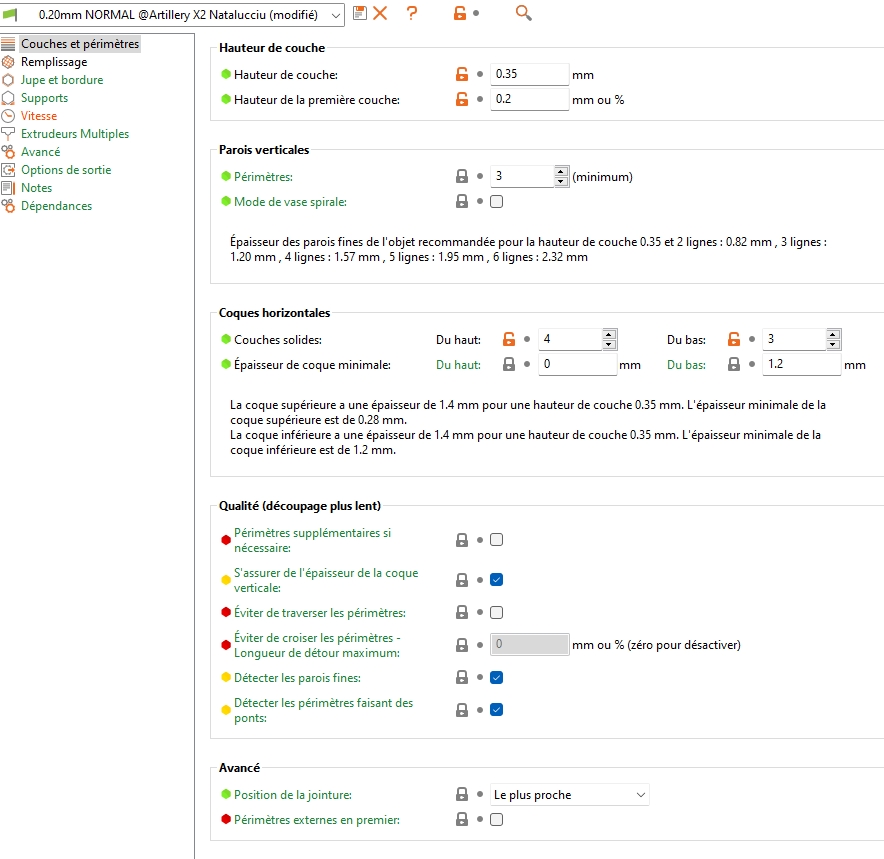
Je pense que c'est la largeur d'extrusion qui fait ça.

Mais tu devras réduire le nombre de périmètres

Finalement, ça donne une épaisseur de paroi de 3 x 0.7mm soit 2.1mm
Plus rapide et plus solide. ![]()
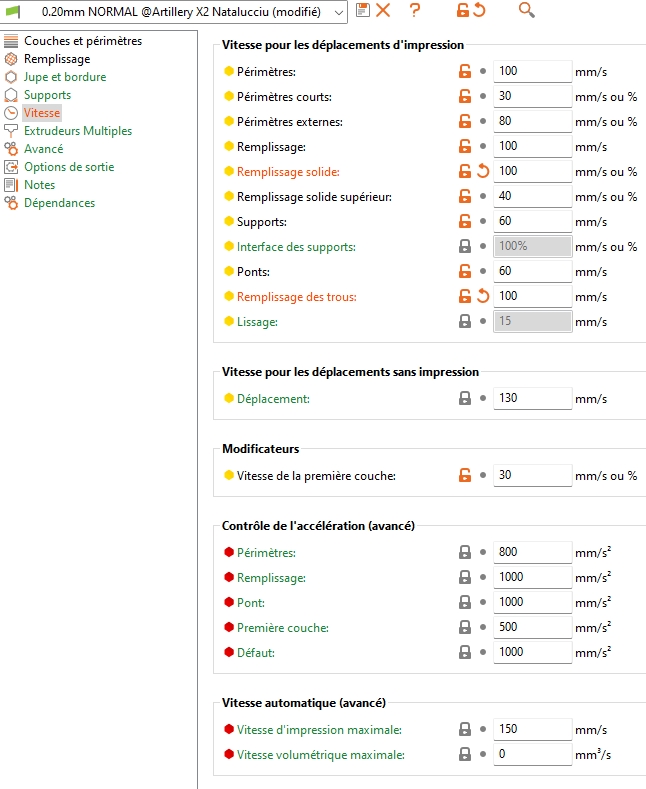
J'ai 13h44 de temps en montant la vitesse de remplissage des trous à 100mm/s, et si je monte le remplissage solid de 70 à 100 ça descend à 13h20.
J'avais vu sur cura je crois les différents temps passés par les différentes parties, du coup j'avais trouvé ça sur prusa aussi c'est drôlement pratique pour savoir comment gagner du temps.
Pour l'instant j'utiliserais ça comme réglage pour la grosse pièce (tu noteras le nom de profil astucieusement choisi)
Afficher plusJ'ai téléchargé ta pièce, je tombe à 34 minutes avec mes réglages habituels
Je pense que c'est la largeur d'extrusion qui fait ça.
Mais tu devras réduire le nombre de périmètres
Finalement, ça donne une épaisseur de paroi de 3 x 0.7mm soit 2.1mm
Plus rapide et plus solide.
Nos messages se sont croisés, du coup j'ai modifié la largeur d'extrusion à 0.7
Pour la hauteur de couche, l'info bulle sur le paramètre dit qu'une hauteur de couche plus fine sera plus précise mais plus lente: je me fous de la précision de ce paramètre pour cette pièce je pense, j'avais laissé 4 couches j'en ai mis 3 comme toi: 11h05 minutes pour l'instant. A ce rythme là, d'ici ce soir j'aurai à peine le temps d'aller faire caca que le truc sera imprimé ![]()
C'est pas impossible que je lance cette pièce plus tôt que prévu: le temps d'impression est virtuellement divisé par 2 depuis la première fois où j'ai regardé.
Ouais, je pense que tu ne vas pas pouvoir gratter beaucoup plus, peut-être encore une heure en bidouillant par ci par la. Honnêtement, pour ma part je m'en contenterais, tu lance l'impression en soirée, tu la récupères dans la matinée, c'est plus rapide qu'Amazon ! ![]()
(tu noteras le nom de profil astucieusement choisi)
haha oui javais pas vu ! ![]()