

![]()
Dommage, on voit pas la photo

![]()
Dommage, on voit pas la photo

vous imprimez des pièces poilues ???!!!
Le plus difficile étant de positioner les poils au bon endroit ... le comble du rafinement étant de leur donner, en plus, une longueur déterminée au départ.

Dommage, on voit pas la photo
Surement ton navigateur qui boude les hébergements Free ![]() (moi je peux la voir sans souci depuis le boulot, depuis chez moi ou sur mon smartphone...)
(moi je peux la voir sans souci depuis le boulot, depuis chez moi ou sur mon smartphone...)
Sinon si vous voulez du poil à imprimer, ya ce lion bien connu que vous pourrez coiffer comme une Barbie ![]() :
:
pareil pour la photo, le navigateur mouline et affiche un lien cassé. Clic droit sur le lien et ouvrir dans un autre onglet fonctionne et on aperçois ta photo.
C'est pas la première fois, mais moi j'y peux rien, d'autant que je la vois sans souci chez Free, Orange, ou OVH, alors à part le navigateur je ne vois pas d'où ça peut venir, je suis sur Vivaldi et j'ai testé sur Edge, pas de souci non plus...
Vous seriez pas sur Chrome ?
Oui, sur chrome
En faisant comme Jack a expliqué, j'ai pu afficher la photo. En effet, y'en a du fil ![]()
Bien reçu ce matin le filament, j'ai passé ma journée à faire des essais ![]()
![]()
L'imprimante était déjà toute prête (depuis le temps ![]() ) tous les réglages ok.
) tous les réglages ok.
J'ai commencé par imprimer le cube gabarit livré avec (le fichier g-code prêt à imprimer, donc pas de soucis de réglage de slicer) : Résultat nickel ![]()
J'ai imprimé ensuite un autre fichier gabarit pour vérifier le bon réglage sur l'ensemble de la surface du plateau : Impec aussi ![]()
J'ai fait ensuite juste quelques essais de petites pièces diverses. mes premières impressions seront pour l'imprimante elle même (entre autre celle pour un bon maintient de la nappe extrudeur, ou aussi le maintien du câble d'alim du plateau )
Rien à dire, la qualité d'impression est vraiment là. Je suis même surpris : Quand je vois certaines photos que des mecs postent sur des forums pour expliquer leurs soucis, j'en reviens pas que j'arrive à un tel résultat sans toucher à grand chose. Je sais pas si ça vient de la machine, du filament ... ou d'autres choses ![]()
Le filament est du Wanhao premium, et j'ai utilisé PrusaSlicer. Mais il faut que je teste aussi avec Cura et S3D.
Les réglages du PID étant déjà faire la semaine dernière, il me restait plus qu'un seul point à voir : la calibration de l'extrudeur (pour vérifier que l'extrudeur envoie bien la bonne quantité de matière par rapport à ce qui lui est demandé).
Et là, j'ai pas trop compris : A la première mesure, sur une longueur de 10cm demandé l'extrudeur n'en a envoyé à peine 8 ![]() ... Plus de 2 cm ça me semble énorme
... Plus de 2 cm ça me semble énorme ![]()
Je suis la procédure pour corriger l'extrusion, et là il en envoie environ 2cm de trop ![]() . Je vérifie mon calcul ... Ben nan, je me suis pourtant pas trompé
. Je vérifie mon calcul ... Ben nan, je me suis pourtant pas trompé ![]()
Bon, aujourd'hui, j'ai plus le temps. Je me remettrai dessus demain matin ![]()
Il faut que je regarde ça de plus près, y'a un truc que je comprends pas : quelle importance ou quelle influence à ce calibrage au niveau de l'impression ? parce que les quelques pièces que j'ai sorti sont vraiment très très bien, avec un écart de calibrage qui me semble important !!
Il me restera aussi à faire les tests de stringing,
Natalucciu si tu as une disponibilité un de ces après-midi, demain, après demain ... peu importe, fais moi signe ![]()
C'était un peu pareil sur ma CR-10, mes impressions étaient nickel, mais par défaut l'extrusion était d'environ 93% de ce qui était demandé, j'avais corrigé ensuite. Mais dans les profils que j'avais récupéré pour Simplify, on se rend compte qu'on imprime souvent avec un peu de sous-extrusion (je suis souvent à 96% pour ma part, parfois moins), donc le fait qu'elle sous-extrude d'origine devait compenser ![]() et c'est ce qui devait faire que ça fonctionnait bien dès le départ.
et c'est ce qui devait faire que ça fonctionnait bien dès le départ.
80% ça paraît beaucoup quand même ![]() ...
...
j'ai jamais vérifié d'ailleurs ! ![]()
![]()
comment on fait ça?
(CR10S) il faut peut être le firmware open .
Pour vérifier, tu fais chauffer la buse, tu demandes une avancée de 100mm du feeder, et tu mesures combien il en a pris en entrée...
C'est possible sans firmware custom sur la CR-10S, mais faut au moins pouvoir y rentrer des commandes via la console d'Octoprint ou autre.
Je n'ai pas encore utilisé Simplify. Je ne sais pas trop à quoi correspond ton 96%. ![]()
Je me souviens pas avoir vu quelque chose de ce genre dans PrusaSlicer
Désolé, je ne vois ton message que maintenant !
Déjà , félicitations pour tes premières impressions ! ![]()
Comme tu as pu le voir, on est loin de tous les problèmes qu'on pouvait rencontrer il y a à peine 3 ou 4 ans de ça, les machines arrivent presque plug'n play.
Dis toi que ma première imprimante 3D, j'ai dû l'assembler pièce par pièce, c'est instructif, certes, mais on es loin des machines "grand public" que l'on trouve aujourd'hui !
Je ne suis pas étonné que tout ce soit bien passé. ![]()
Pour la calibration de l'extrudeur;
Si il est mal calibré, il se pourrait que tu aies une sur ou sous extrusion.
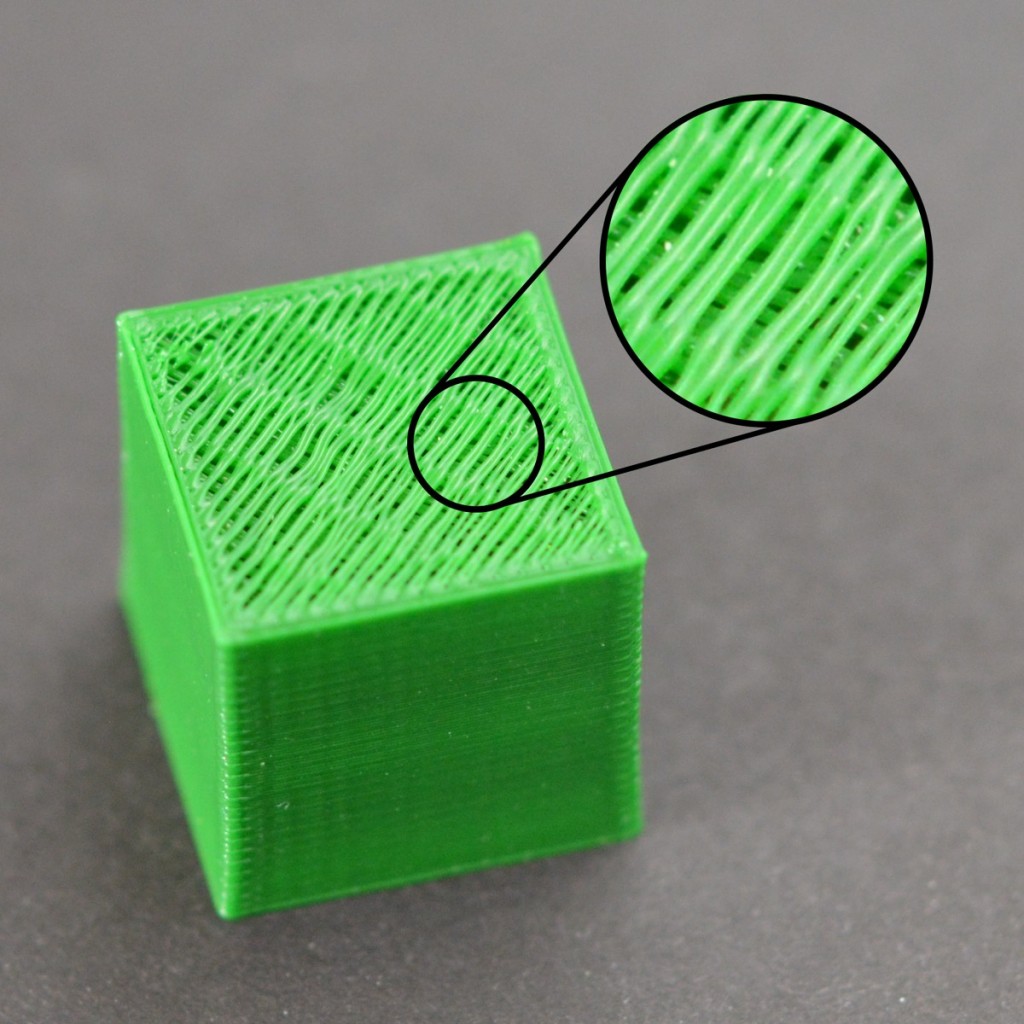
Sous-extrusion :
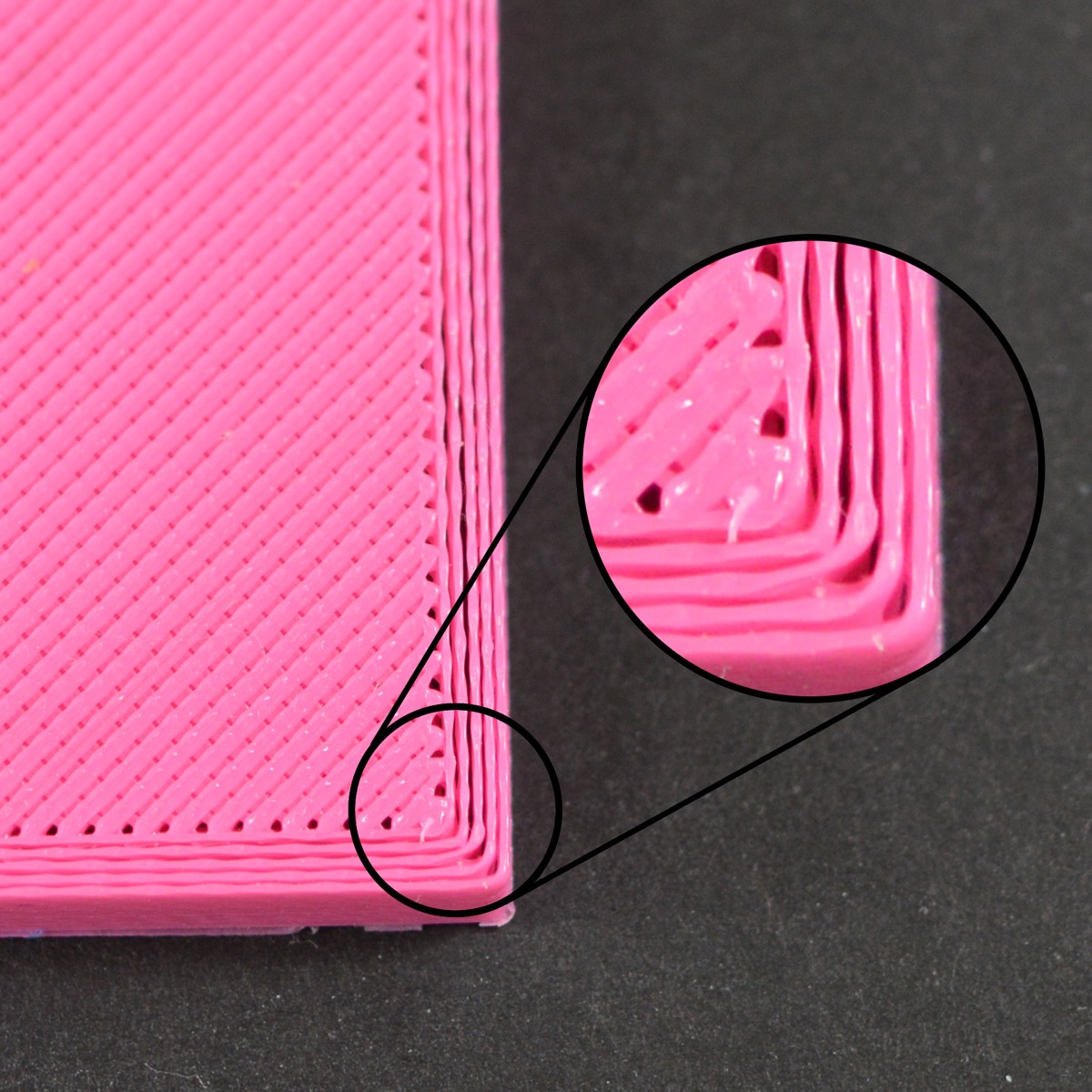
Sur-extrusion :
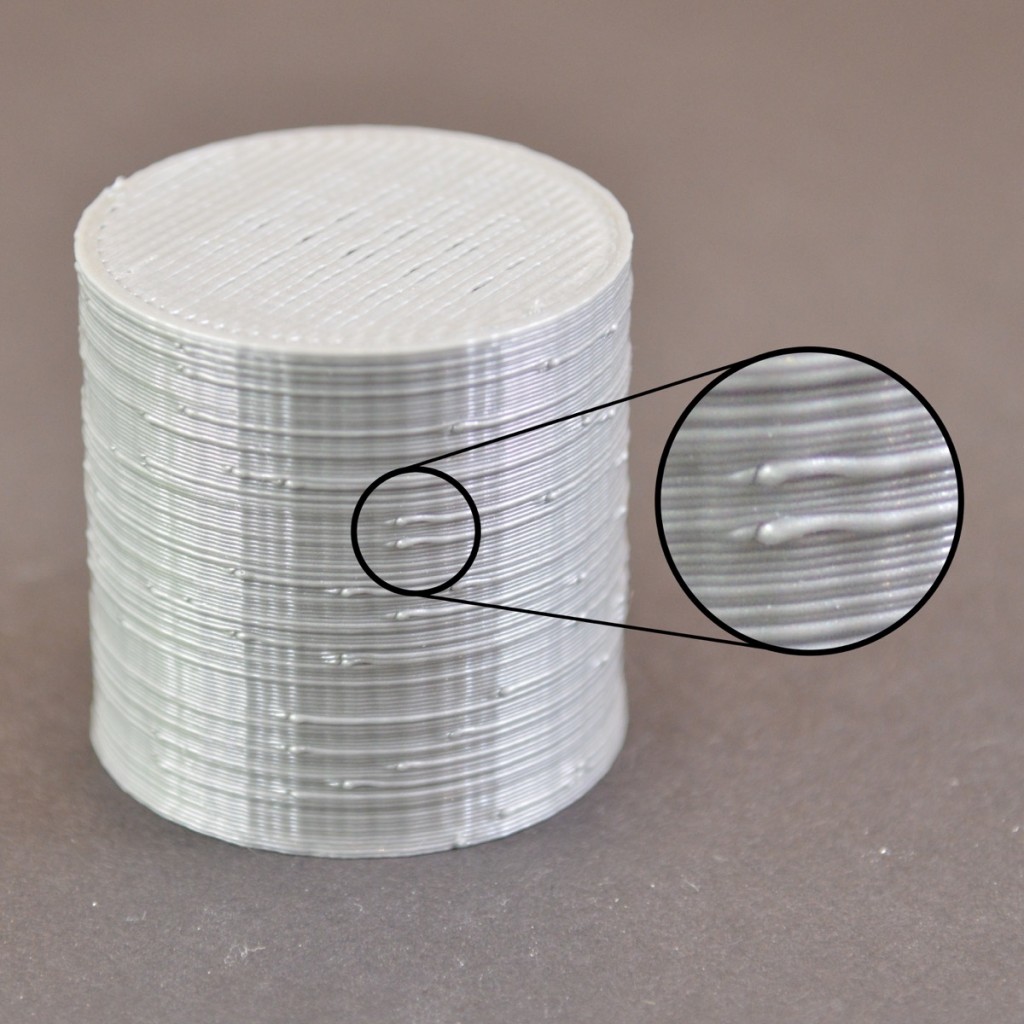
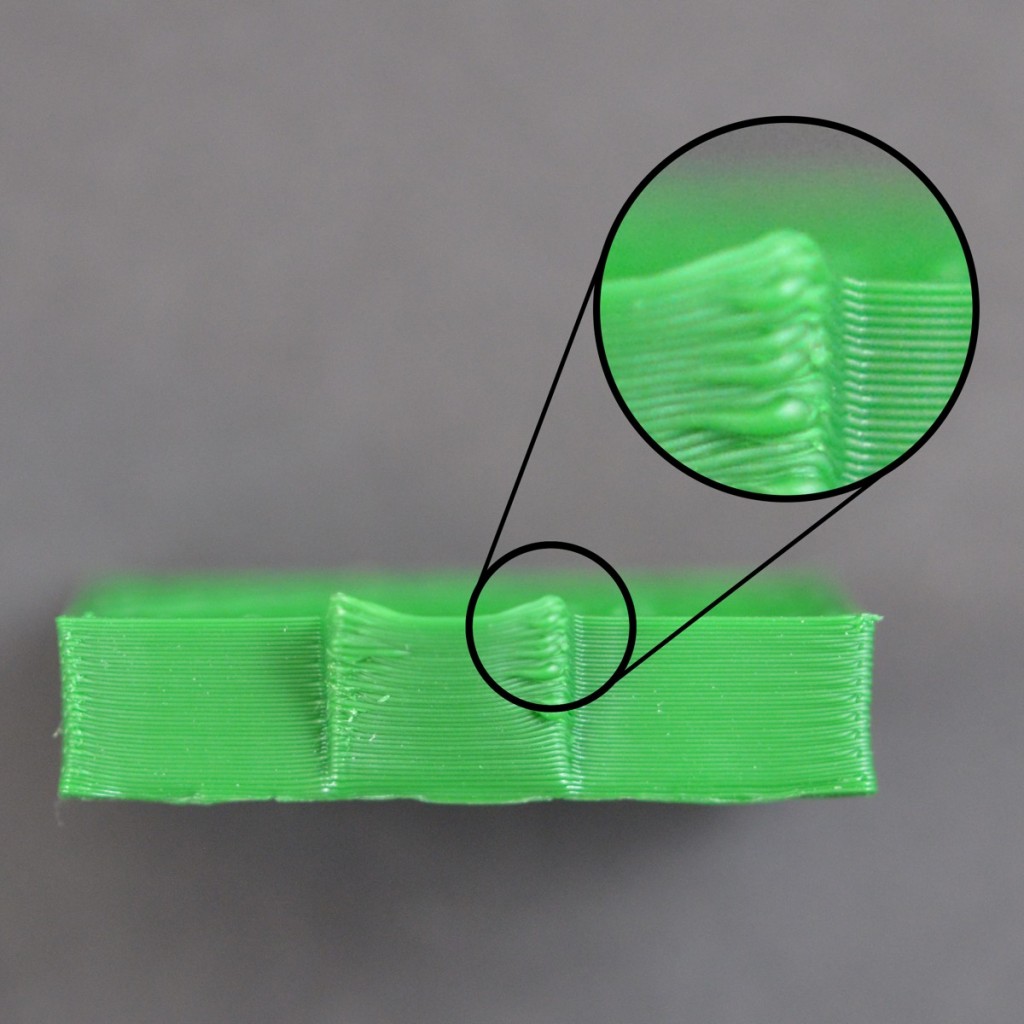
Si tu n'as pas ce genre d’irrégularités, une légère imprécision de calibration n'est pas si grave.
D'autant que tu peux ajuster ce paramètre à la volée, directement depuis l'imprimante.
Tant que le résultat n'est pas perceptible à l'oeil, il vaut mieux une légère sur-extrusion car une sous-extrusion rendra ta pièce un peu plus fragile.
Et pour mes dispos, comme je t'ai dit, à partir de 13/14h tous les jours donc c'est quand tu veux ! ![]()
Je te file mon discord en MP, tu n'as qu'à m'ajouter en ami. ![]()
j'ai jamais vérifié d'ailleurs !
comment on fait ça?
(CR10S) il faut peut être le firmware open .
La CR10s ne tourne pas sous Marlin ?
Les valeurs de calibration sont enregistrées dans l'EEPROM de la machine et non pas dans le firmware.
Ce qui veut dire deux choses ;
- Soit tu as un réglage dans les menus pour les ajuster une bonne fois pour toutes.
- Soit il faut ajuster le Gcode de début d'impression pour outrepasser les valeurs EEPROM, mais là, je ne m'y connais pas assez pour t'aider.
Pas de soucis![]()
Je veux bien te croire que tout monter et régler l'imprimante soi même doit être bien moins à la portée de monsieur tout le monde.
Mes pièces sont vraiment très bien. Aucune trace de sur ou sous extrusion. et c'est bien pour cette raison que je suis très surpris de la différence de calibration. ![]() . Je ferai quelques photos.
. Je ferai quelques photos.
Y'a peut être quelque chose que je ne fait pas correctement, mais .... c'est quand même assez simple à faire.
Je vais regarder avec un peu plus d'attention demain matin. On en parlera.

La CR10s ne tourne pas sous Marlin ?
Les valeurs de calibration sont enregistrées dans l'EEPROM de la machine et non pas dans le firmware.
Ce qui veut dire deux choses ;
- Soit tu as un réglage dans les menus pour les ajuster une bonne fois pour toutes.
- Soit il faut ajuster le Gcode de début d'impression pour outrepasser les valeurs EEPROM, mais là, je ne m'y connais pas assez pour t'aider.
j'ai jamais vérifié d'ailleurs !
comment on fait ça?
(CR10S) il faut peut être le firmware open .
Je ne sais pas si la CR10S tourne sous Marlin
Mais si c'est le cas, les commandes G-code sont peut être identiques quelque soit l'imprimante ![]()
Voilà une page qui explique ce calibrage : Lien
Mais si c'est le cas, les commandes G-code sont peut être identiques quelque soit l'imprimante
Oui oui tout à fait, je me suis mal exprimé, je voulais dire que si l'imprimante ne permet pas ce réglage, le seul moyen de l'outrepasser est de modifier le gcode. ![]()
Mais si l'imprimante le permet alors on privilégiera toujours l'EEPROM.
Ah d'accord.
Sur la mienne, comme elle n'est pas flashée, on ne peut pas écrire dans l'EEPROM. Le seul moyen est par l'intermédiaire du G-code
Ah tiens, en parlant de flasher, ça me fait penser au BL Touch : J'avais dit que mon plateau n'était pas rigoureusement plat (Il fait un peu le creux au centre)
Eh bien ça ne se remarque pas du tout sur l'impression : quand j'ai imprimé le gabarit qui représente un cadre sur le pourtour du plateau et un carré au centre, que ce soit l'impression ou l'accroche sur le plateau, aucune différence entre le centre et le cadre.
Et concernant l'accroche des pièces sur le plateau, je n'ai eu aucun soucis non plus. Elles s'enlèvent assez facilement une fois le plateau redescendu en T°, mais tiennent très fort quand il est chaud (Je le chauffe à 55°C. A priori c'est largement suffisant. Il me semble que le PLA peut se passer de plateau chauffant
(J'ai pas encore reçu mon plateau PEI)
j'ai vérifié l'extrusion, je dois être à 47 pour 50 mm .
je vais voir comment rectifier .
sinon je me demande ce que ça donne le filament flexible pour des courroies dentées ?
vous avez essayer d'imprimer des courroie dentées en filament souple ?
des avis la dessus ?
si ca marche bien, vu le prix des courroies autant investir dans ce filament , je l'utiliserais aussi pour d'autres trucs
ça a l'air super bien !
en tout cas mieux que mes courroies chinoise !![]()
Je n'ai jamais imprimé de courroie dentée mais une lisse pour entrainer une platine vinyle.
Dans mon cas, ça fait le job, très bien même.
Maintenant ça dépend de ton utilisation, je sais que certaines courroies on un renfort longitudinal, d'autres non.
Donc en terme de longévité, selon les contraintes exercées, c'est peut-être pas la meilleure solution.
Il faudra aussi faire attention à l'élasticité, qui peut varier selon la marque/modèle du filament mais aussi par rapport à l'épaisseur de la courroie.
Pour prendre l'exemple d'une courroie GT2 qui équipe les imprimantes 3D justement, avec le filament que j'ai et en respectant exactement les dimensions, je pense que ce serait beaucoup trop élastique.
Mais avec un autre filament un peu plus rigide, je suis sûr que ça fonctionnerait très bien. ![]()
Je ne sais pas si il y a une norme à laquelle on pourrait se référer pour connaitre l’élasticité, si quelqu'un a l'info, je suis preneur. ![]()
EDIT : C'est la Dureté Shore !
Apparemment, le filament flexible dont je dispose ( FlexiSmart) serait d'une dureté 88A.
Un SmartFil : 93A, il serait donc plus rigide, dans quelle proportions, je ne sais pas, je découvre (et c'est trop cool !).
Ca me surprendrait qu'il n'y ai pas de norme, au tout au moins une tolérance pour les courroies crantées.
Mais une chose est quasiment sûre : un matériau flexible ne conviendra pas pour des application demandant de la précision